0510-88888016
189- 0152-2222
0510-88888016
189- 0152-2222

固話一:0510-88888016 賀部長
固話二:0510-88888017 孫經理
固話三:0510-83076068 賀經理
固話四:0510-83076658 姜經理
固話五:0510-83079993 高經理
固話六:0510-83079994 季經理
傳真:0510-83079997 自動接收
手機: 189 0152 2222 總經理
手機:132 1875 9999 副總
手機:133 3878 6068 賀部長 ( 廠長)
手機:133 8220 6068 孫經理 (倉庫)
手機: 133 7366 1878 高經理 (開單處)
上網洽談工具:QQ 473334606
郵箱:473334606@qq.com
地址:無錫市惠山區--錢橋鎮工業區--(南西漳工業園)運河西路2號倉庫
由于,熱鍍鋅方管本身的熱導率相對性較小,因此 在電焊時,不應該滯留在外觀的時間過長。因此,當電焊焊接復合型層時,應選擇含有小發熱量鍵入的電焊方法。
與此同時,必須根據恰當的電焊焊接順序,對復合型層開展電焊焊接,隨后在電焊的根基上開展電焊焊接。在電焊的所有過程中,較為關鍵的是復合型層的點焊品質,因此要考慮到電焊焊接品質高的電焊方法。這也是較為滿意的電焊方法。
掌握這一全過程的人會了解,總體來說,復合型層和基材沒有有效地電焊焊接在與此同時,因此 電焊焊接應當在工作組進行以前進行。電焊焊接方法應選擇小的熱鍵入電焊焊接方法。針對密封性,提議采用技藝鎢氬弧焊機。
 Q355B無縫矩形管廠家
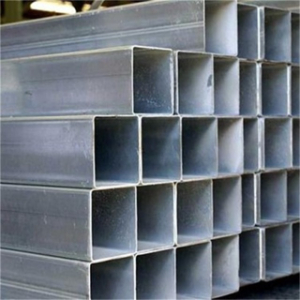
Q355B無縫矩形管廠家 熱鍍鋅方矩管規格表
熱鍍鋅方矩管規格表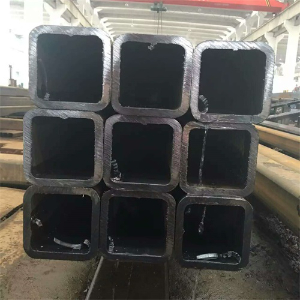 Q355B熱軋矩形管
Q355B熱軋矩形管